
Metal Spinning
Metal Spinning
CEDINOR offers CNC metal spinning, handmade metal spinning, beading, and trimming processes.
Our focus on metal spinning is ideal for parts that require deep drawing, where the high cost of a die is not justified. Additionally, we have the ability to create special geometries through multiple molds or steps in the process. This means we can shape round, conical, hemispherical, cylindrical, parabolic, Venturi, flanged parts, plates, and much more.
At CEDINOR, metal spinning is a precision art form carried out with state-of-the-art technology and an Industry 4.0 perspective. Our dedicated team analyzes every detail of your parts to offer the optimal process that combines efficiency and cost-effectiveness for your needs.
At CEDINOR, metal spinning is an expression of our excellence in metallurgy. For more information about our metal spinning services, we invite you to visit our specialized website: www.metalspinning.mx. Discover how CEDINOR takes craftsmanship and technology to the next level in every piece we create.
CAPABILITIES OF CEDINOR IN METAL SPINNING
CEDINOR has 11 CNC metal spinning lathes, 3 manual metal spinning machines, and 6 flanging and cutting machines.
Our CNC machines can work with circles up to 1,500 mm in diameter and handle various thicknesses, ranging from 7 mm in aluminum to 5 mm in carbon steel and 3 mm in stainless steel. Precision and quality are our distinctive features, allowing us to achieve tighter tolerances in critical dimensions. At CEDINOR, we are ready to tackle your manufacturing challenges with exceptional solutions.
Equipped with precise pressure control, our CNC machines provide meticulous control over the metal deformation process. One of these CNC machines features a double turret, allowing simultaneous work with two rollers, resulting in superior finishes at unmatched speed.
Our manual metal spinning lathes have the capacity to form thicknesses of up to 1.5 mm in carbon steel, aluminum, and stainless steel.




CAPACIDADES DE DISEÑO
Design Capabilities
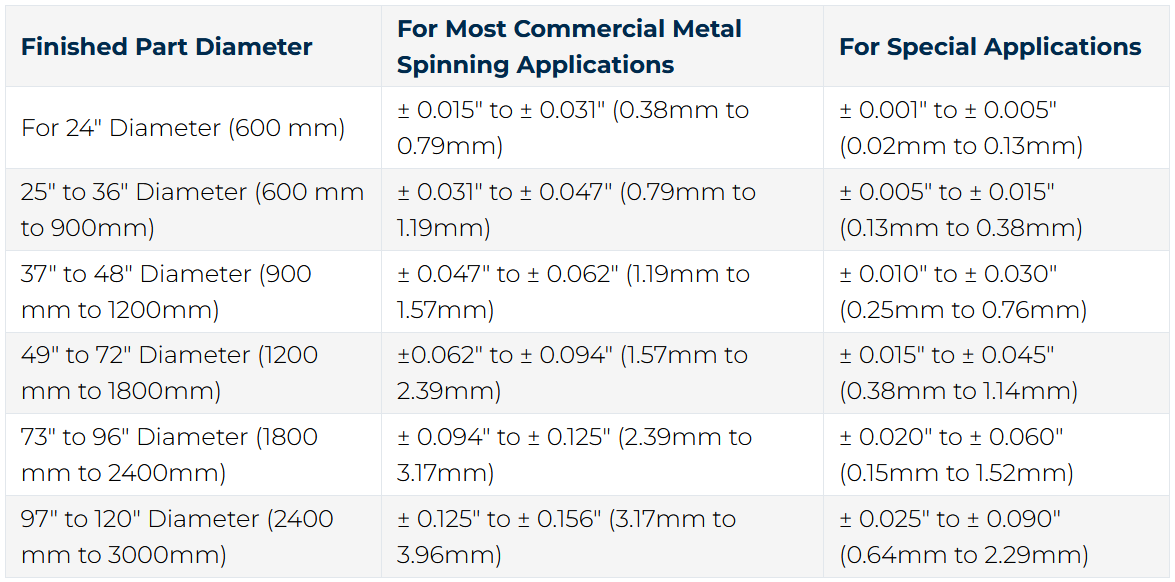
Generally, the tolerances of a part are inherently linked to its production cost. In most dimensions of a part, tolerances of ±0.030″ or ±0.76 mm can be achieved.
Specify Inner Diameter
The inner diameter will always be determined by the mold or tooling, as this will define the achievable limit for the internal diameter of the part.
Elongation
The drawing or design should indicate the initial thickness or final required thickness of the part, taking into account the reduction or elongation resulting from the metal spinning process.
Corner Radius
Avoid sharp corners. Generally, the radius should not be less than two or three times the material thickness. However, in thick materials, radii equal to the material thickness can be achieved.
Secondary machining processes can sharpen the radius if necessary. It is important to evaluate cost versus tolerances when comparing different manufacturing processes.
The metal spinning process allows for tighter tolerances, but tooling costs are much higher. If very strict tolerances are not required and the production volume is suitable, metal spinning is a good option.
Part Finish:
The finish of the part often depends on various factors, such as the material, thickness, type of tools used, diameter, and technique used for metal spinning. In many cases, secondary polishing or machining processes are required to achieve the desired finish.
Cost Considerations:
When comparing different manufacturing processes with metal spinning, it is crucial to consider cost in terms of tolerances. Although deep drawing can provide tighter tolerances, the tooling cost is considerably higher. For projects where extremely tight tolerances are not required and depending on the production volume, metal spinning becomes the most suitable alternative.
Additionally, the tooling required for the metal spinning process is considerably more economical than that required for deep drawing, making it ideal for medium and low production volumes. Also, the development time for the first pieces is shorter than in deep drawing, and mold changes are more agile compared to a deep-drawing die.
The molds are reusable, and if a design change is required, they can be machined to smaller diameters, reducing costs for both prototypes and adjustments to reusable molds.




TOLERANCE
Request Quote

Address
Antiguo Camino a Villa de García 96 E, Sin Nombre de Col 4, 66350
Santa Catarina, N.L.